
Developed by British welding laboratory, TWI(The Welding Institute) in 1991, Internationally-patented new technology applied to industries since middle of 90s
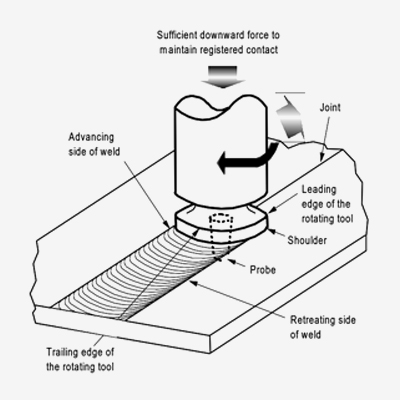
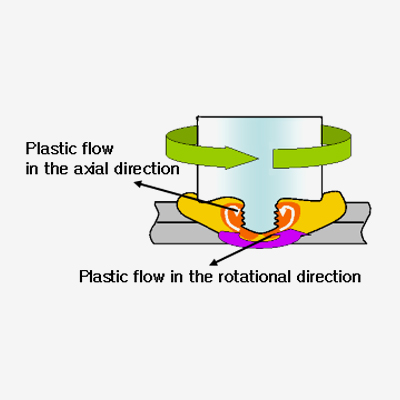
Rotating tool with a profiled probe gives pressure to material. And then friction heat is generated between the tool and the material. The plasticized material by this Heat is stirred by probe and it leaves a solid phase bond between two pieces.
 TIG Welding
TIG Welding FSW
FSW
 MIG : metal-inert-gas arc welding
MIG : metal-inert-gas arc welding| Division | TIG Welding | FSW |
|---|---|---|
| Welding Temperature | Melting point (Tm) or higher | ~0.75*Tm (Non-fusion) |
| Welding deformation | Big thermal deformation | Small deformation (1/10) |
| Mechanical properties | Elongation drop | Good |
| Welding Quality | Occurrence of defects such as craters overlapping, undercut, etc | Good |
| Power consumption | High | Low (2/3 level) |
| Working environment | Occurrence of harmful gases and light | Pollution-free |
| Technician | Skilled technician Necessary | Unskilled person possible |
FSW devices are supplied with excellent design/manufacturing technology for friction stir welding Systems.
-
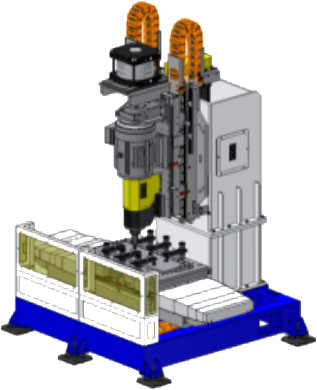
TABLE MOVING TYPE (TW1D-1000Y600Z1T1)
- TABLE : 1000 x 600 x 250
- SPINDLE : max 4,000 RPM
- SPEED X,Y,Z : max 6,000 mm/min
-
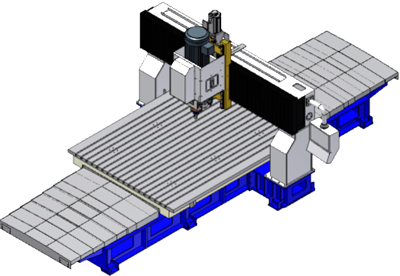
TABLE MOVING TYPE (TW2D-2400Y3000Z3T1)
- TABLE : 2400 x 3000 x 400
- SPINDLE : max 4,000 RPM
- SPEED X,Y,Z : max 6,000 mm/min
-
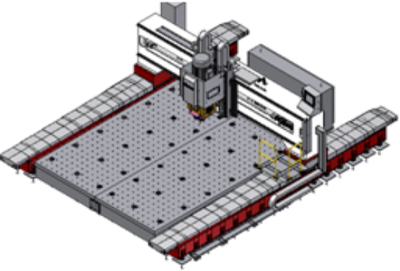
GANTRY TYPE (TW2D-3500Y4500Z2G1)
- TABLE : 3500 x 4500 x 350
- SPINDLE : max 4,000 RPM
- SPEED X,Y,Z : max 6,000 mm/min
-
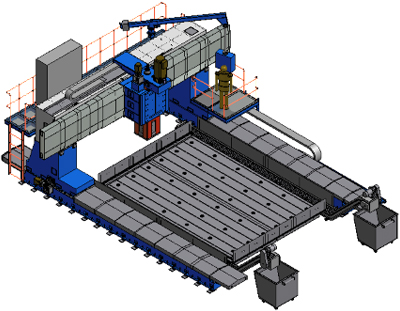
GANTRY TYPE (TW2D-5000Y5000Z3G1)
- TABLE : 5000 x 5000 x 400
- SPINDLE : max 4,000 RPM
- SPEED X,Y,Z : max 6,000 mm/min
FSW Systems Characteristics
-

3-Axis or 4-Axis Stand type
-
Straight and Curved welding is supported.
-
Data collection through software
-
Position & torque-control system using servo system
-
Touch-panel control system
Ordering Information

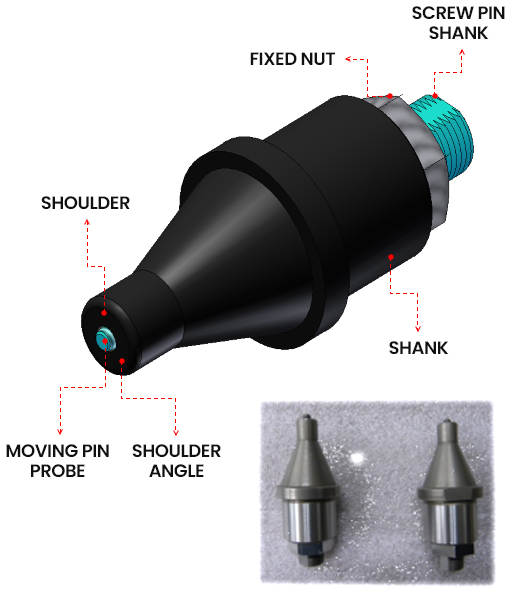
We supply tools with friction stir welding tool design/manufacturing technology.
Basic shape & name of each part
3D Tool analysis & precision machining

Feature Optimal Design by 3D Analysis
Securing Productivity